





我们精心制作的球墨铸铁管,球墨铸铁井盖源头采购产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
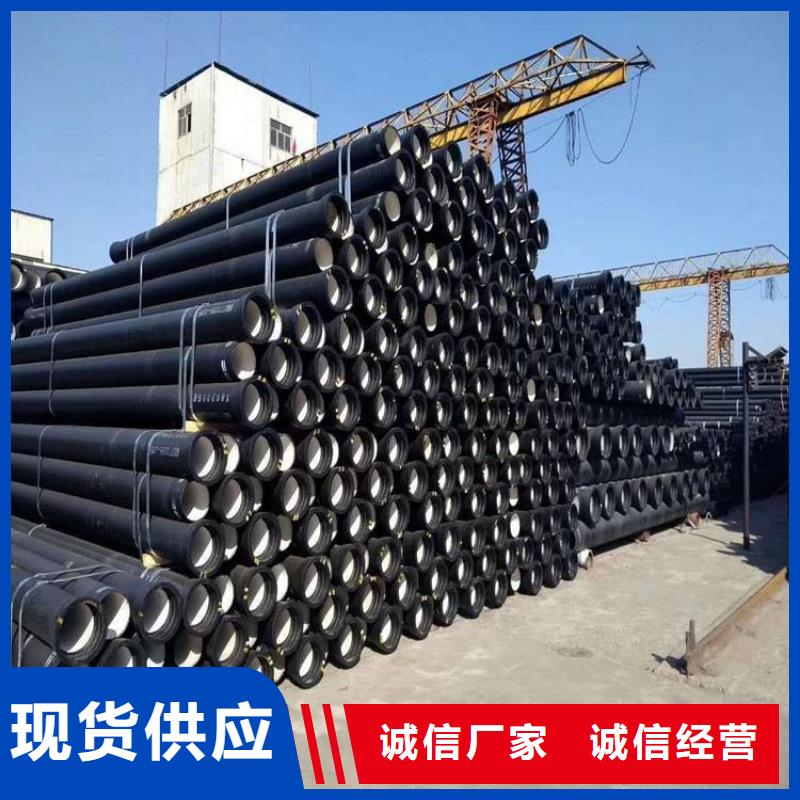
以下是:球墨铸铁管,球墨铸铁井盖源头采购的图文介绍

球墨铸铁管因此如年代以前PVC管道的应用范围较广。对于推广初期的PE管道,采用加热连接的方法,施工不方便。早期的PE管,由于材料性能’的限制,抗压强度和抗开裂性能都不好。为了承受外压和内压,PE管道的口径越大,管壁就越厚。因为较厚的管壁才能保证管道有足够的刚度。大口径的PE管道,管壁相对厚。材料用量增加,加大了成本。因此,推广初期的PE管,一般不超过DN300,主要用于户内管道和配水管网。 聚氯乙烯(PVC)通常是多组分的塑料,PVC在热、氧、光作用下,结构会发生变化。因此,PVC加工中一定要加入稳定剂。为了改善PVC管道的表面性能,减少管道的收缩性能和着色等目的,还需加入其他加工助剂、填料和颜料等。管道中常用的U-PVC,就是为了改善PVC脆而硬的性能,在生产中加入增塑剂。我们将增塑剂含量在0-12%范围内的PVC管道,称为U-PVC管道。C-PVC是由PVC进一步氯化而得的产物。C—PVC和PVC的材料区别是氯含量的不同,C—PVC的氯化程度较高。一般PVC的氯含量为56.7%,C-PVC氯含量为63—74%。这是各生产厂家的氯化方式和生产的技术水平不同而造成的。由于C—PVC氯含量的增加,C—PVC管道的抗老化性能和耐压性能均有较大提高。可以这样看,C—PVC管道是传统U—PVC管道的改进和提高。PVC管道由于施工简易、水力条件好,在供水管网中得到了广泛应用。随着环保的要求日趋严格,水质指标增加,考虑到、方面的因素,PVC管道在添加剂的使用等生产工艺上还必须不断加以改进。


健晖铸造有限公司建立有 辽宁铁岭球墨铸铁井盖产,供,销以及后勤保障等体系,组织机构完整,公司现有员工600余人,其中业技术管理人员50余人,具有较强的 辽宁铁岭球墨铸铁井盖研发,设计,生产,销售业务能力和较好的管理水平,可为顾客量身定做,提供专业化服务。



管与管之间的连接,采用承插式或法兰盘式接口形式;按功能又可分为柔性接口和刚性接口两种。柔性接口用橡胶圈密封,允许有一定限度的转角和位移,因而具有良好的抗震性和密封性,比刚性接口安装简便快速,按铸造方法不同,劳动强度小。离心球墨铸铁管采用代拉伏法水冷金属型离心机.Dg100 mm以下的铸型采用封闭水套冷却,Dg150rnm以上的铸型都用雨淋式冷却。浇注时需在流植进口端加入硅钙合金作孕育处理,每次浇注完毕后,需要在铸型内表面用压缩空气喷涂一层薄薄的干硅钙粉,离心机是一个由上下两半部组成的密闭式壳体,支承铸型的滚轮架安装在壳体底部,铸型前端套着齿圈,安装在壳体底上的直流调速电机通过齿轮直接传动铸型,壳休两端铸型通过处都装有密封圈,壳体前端安装着一个山气缸翻动的半环形声全rae 离心机的壳体下面装有轮子,以便在倾斜轨道上作往复运动,离心机的往复移动采用液压装置,压力为9.65 x 105Pa.其移动速度通过溢流阀调节,离心机的电缆和冷却水进出软管一般固定在机器旁边的柱子上,另一端接在壳体上,随机一起移动。


在球墨铸铁管误差处理中,有的生产商采用涂刷涂料来防止,取的了较好的效果,但还是会有铸件出现夹砂,砂眼的情况。一是因为浇口涂刷涂料比较辛苦和困难。二就是在浇注过程中浇注温度高,冲刷大,涂料在冲刷和高温浸泡下很容易脱落。造成夹砂砂眼。一直以来很多铸件厂不很重视浇道。忽视了浇注过程中对浇道壁的冲刷。因此导致了铸件夹砂砂眼。 1、提高铸件成品率,提高铸件质量,降低铸件总成本。2、采用铸造浇口陶管,此产品使用方便,具有流通光滑,耐铁水,钢水冲刷,不吸收钢水,可锯性佳等特点,可以简化造型工艺,省去浇口内侧上涂料的困难工作,并对改善浇注系统的布置,避免铸件冲砂,砂眼,加砂缺陷。对提高铸件质量和铸件成品率起到很大作用,尤其在各种自硬性铸造造型中,特点更为突出。



