以下是:【型材拉弯】冷拔方钢品种全的产品参数
| 产品参数 |
|---|
| 产品价格 | 3000/吨 |
|---|
| 发货期限 | 现货直发 |
|---|
| 供货总量 | 3000吨 |
|---|
| 运费说明 | 卖家负责 |
|---|
以下是:【型材拉弯】冷拔方钢品种全的图文视频
【导语】:【型材拉弯】冷拔方钢品种全,宏钜天成钢管有限公司为您提供【型材拉弯】冷拔方钢品种全产品案例,联系人:肖经理,电话:0527-88266888、0527-88266888,QQ:616223113,发货地:经济开发区辽河路东首兴隆钢管市场发货到福建省 厦门市 思明区、海沧区、湖里区、集美区、同安区、翔安区。 福建省,厦门市 远古时期,厦门岛为白鹭栖息之地,故又称“鹭岛”。西晋年间,置同安县,明洪武二十七年(1394年),筑厦门城。1935年,设立厦门市,1980年,经国务院批准设立厦门经济特区,1988年,经国务院批准厦门市为计划单列市,1994年,厦门市升为副省级市。厦门市是国务院批复确定的中国经济特区和东南沿海重要的中心城市、港口及风景旅游城市。厦门市曾荣获“联合国人居奖”,亦是综合配套改革试验区、物流枢纽、东南国际航运中心、中国(福建)自由贸易试验区组成部分、海洋经济发展示范区、两岸新兴产业和现代服务业合作示范区、两岸区域性金融服务中心和两岸贸易中心;是全国文明城市、文化生态保护区、卫生城市、生态园林城市。
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让【型材拉弯】冷拔方钢品种全自己向您展示它的卓越品质和出色性能。
以下是:【型材拉弯】冷拔方钢品种全的图文介绍
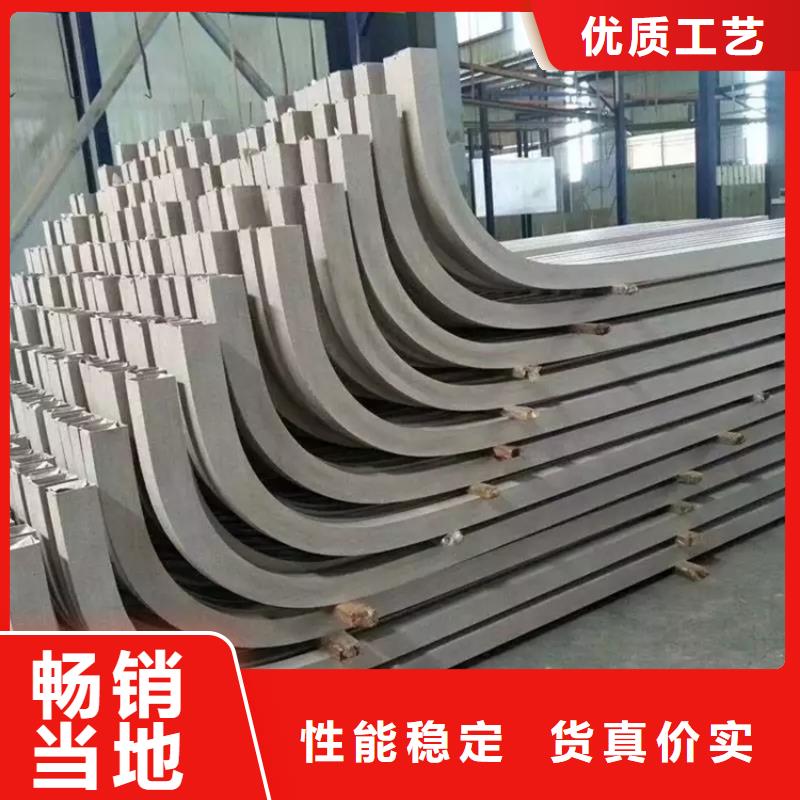
型材拉弯钢材拉弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K.式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。


那么关于型材拉弯工艺特点及要求是怎样的?下面河北拉弯厂的专家就来给我们分析一下。 1、 所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。2、 关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。 备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。3、 关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。4、 关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度角180度。5、 关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥ 8 %;e = t / R内× = (R外-R内) ÷R内× 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。6、 关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。上述介绍只是一般的常识说明,具体情况需视工程项目要求的分格、结点及选材等特点确定。



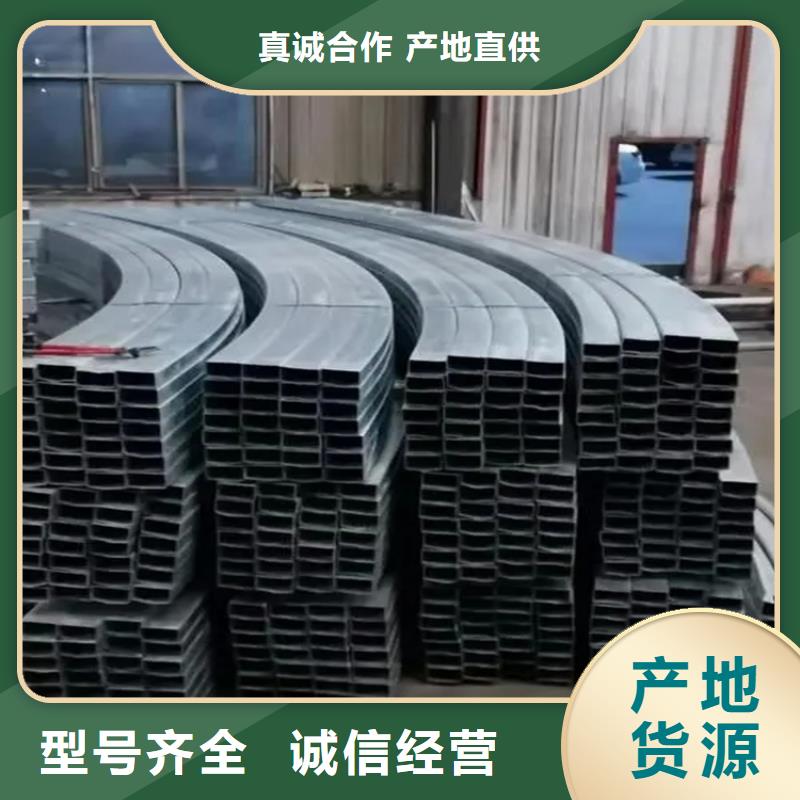
型材拉弯在弯管加工过程中会有多种办法,在必定程度上,依据其曲折成形方式可分为滚弯、压弯、推弯和绕弯,按曲折时是否运用模具可以分为模弯和无模弯;依据曲折过程中是否存在芯棒可分为有芯弯和无芯弯,依据是否加热是否可以分为冷弯和热弯。近年来,也出现了新的弯管工艺,如零半径曲折、中频感应曲折、热应力曲折和激光成形曲折等。弯管加工主要是选用三辊轮对管材进行曲折加工的办法,对弯管半径有必定的要求,在操作中非常适用于大曲率半径的厚壁管件,而对于小半径曲折则无能为力。轧制曲折办法和作业原理与中厚板轧制基本相同,但用于弯管的轧辊具有与管坯横截面形状共同的作业表面。曲折时,只有改变主辊与从辊之间的空隙,才能完成各种曲率半径的曲折。其中,滚轮是主动轮,其余两个是从动轮。这种办法特别适用于曲折环或螺旋管件。弯管需求依照有关标准和规定加工,不管弯管的高度怎么,都不答应不稳定。加工弯管的材料需求合格、变形、开裂以及曲折管架、连接器和紧固件的其他缺陷,严禁运用弯管的紧固件,不得焊接连接件。


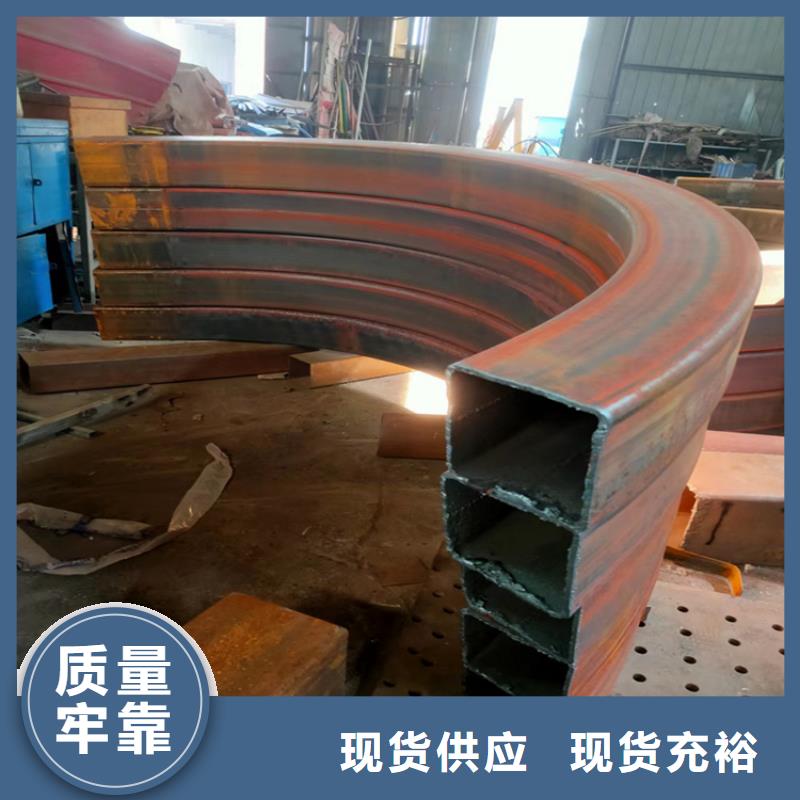
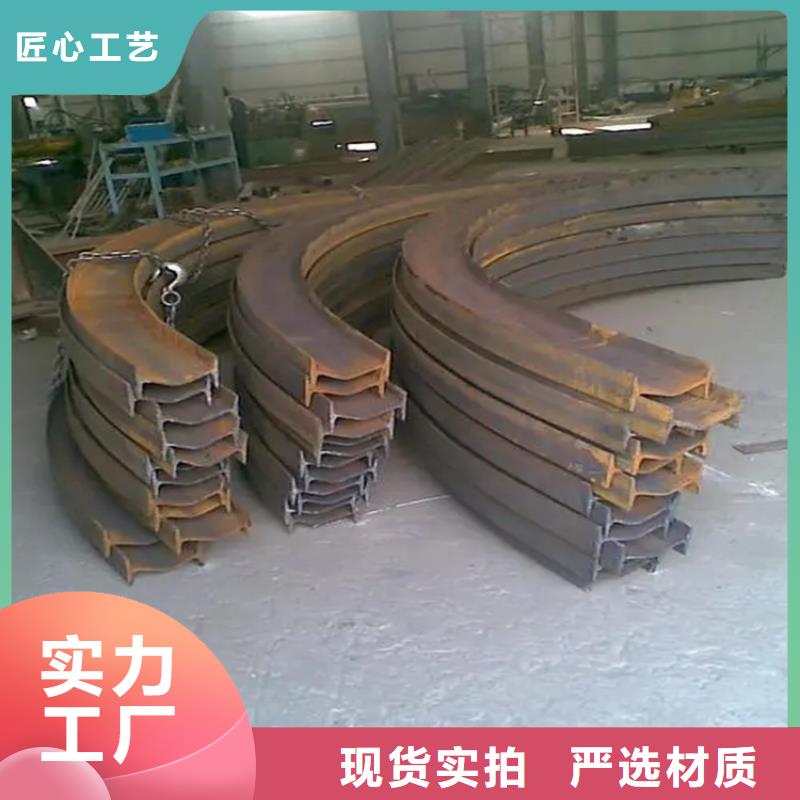
型材拉弯中弯管开裂的原因制作办法:当加热曲折的钢管时,当曲折的钢管逾越必定的变形温度和必定的变形水平常,在管外部会产生裂纹。在变形速度低,抗拉强度高的相似成形条件下,弯管加工设备在此条件下进行的全部曲折作业均会损坏。现在,有两种类型的弯管加工设备,一个是预热设备,另一个是弯管设备,前者设置在弯管设备中,后者设置在跋涉组织和压紧组织中,跋涉组织包括下部支撑体和上部支撑体。其次,在上侧设置弯管加工设备结构,上下弯管加工设备和相邻的两个弯管加工设备选用压紧组织,夹紧构件在凸轮的推进下曲折。这样,跋涉了产品的稳定性,也避免了回弹曲折的现象。运用了弯管设备,而且机床装备了低压油缸。上模的下方设有压力缸,在上模的下方设有与下模相匹配的面,模具设置不才模的内芯上方,芯尾和底座相连接,旋转版的结束一方面和弹性缸固定,另一方面和活塞杆相连,刮板设置在旋转板的旋转内侧。弯管加工设备大大跋涉了出产的功率,降低了劳动强度。弯管加工设备的曲折组织包括旋转部分和安装在旋转部分上的管件,旋转部分包括旋转结构,其间旋转结构设有驱动设备,弯管组件包括凸起和曲折管模,而且驱动组织组织在相应的夹紧部分中。这种技能方案具有结构简略,操作方面的效果。



经过宏钜天成钢管有限公司多年的努力,现公司拥有一批高素质的研发团队,和技术服务团队,被认定为福建厦门高新技术企业,我们坚持以质量为生命, 福建厦门无缝钢管市场为导向,诚信为本的理念,永远把客户的利益和需求放在首位,且在国内外市场上有一定的认知度,同时也获得行业内人士和客户一致的认可,同时欢迎各界朋友同我公司进行广泛的技术交流与合作。
【总结】:在福建省厦门市采买【型材拉弯】冷拔方钢品种全到宏钜天成钢管有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:肖经理-0527-88266888,QQ:616223113,地址:《经济开发区辽河路东首兴隆钢管市场》。